
Processing Conveyors
Our stainless-steel processing conveyors integrate seamlessly into production lines, performing tasks such as slicing, detecting, and packing with precision and efficiency. Designed in-house by our experienced engineering team and programmed by skilled electricians and automation specialists, each conveyor is built to meet the demands of modern processing facilities. Manufactured from 304-grade stainless steel and rigorously tested at our Kings Lynn and Banbridge facilities, our conveyors ensure durability, hygiene, and reliable performance. They are engineered to handle the challenges of food processing, pharmaceutical, and manufacturing environments while maintaining compliance with industry standards. We understand that every processing line has unique requirements, which is why we provide fully customised conveyor solutions. Whether you need a system for a specialised process or a complex production setup, we manufacture conveyors tailored to your exact specifications, ensuring seamless integration and optimal efficiency.
Other Products and Services from ENE Group

Hygiene Equipment
At ENE Engineering, we design and manufacture custom hygiene equipment tailored to meet the specific needs of hygiene-critical industries. Operating from our facilities in Northern Ireland and Norfolk, we build equipment that supports food processing, pharmaceuticals, manufacturing, healthcare, hospitality, and catering environments. Constructed from 304-grade stainless steel, our products are engineered for durability, easy cleaning, and compliance with industry hygiene standards. From sinks and wash stations to benches, shelving, and waste systems, every item is designed to streamline operations, improve efficiency, and support long-term hygiene control.
Our equipment range includes custom-built sinks, urinals, storage units, boot racks, garment washers, and more. Each product is designed with space efficiency and functionality in mind, and options such as sensor-activated taps, automated waste systems, or 316-grade stainless steel upgrades are available to meet specific requirements. Whether integrating into a cleanroom, food production area, or commercial kitchen, our hygiene solutions offer reliable performance in demanding environments. Contact us today to explore how our custom-built stainless steel equipment can support your operational goals and maintain hygiene compliance.
Plied Conveyor Belts
Plied conveyor belting is designed for light to medium-duty applications, providing the durability and flexibility needed for demanding industrial processes. Built to perform reliably in high-frequency use, it ensures smooth and efficient operation in sectors such as food processing and packaging. Manufactured to high standards, our belting maintains strength and stability over time, making it a dependable choice for production environments where performance matters. With locations in Northern Ireland and the Republic of Ireland, we supply high-quality belting to businesses across various industries. Contact us to discuss your requirements and find out how our plied conveyor belting can improve your production line.
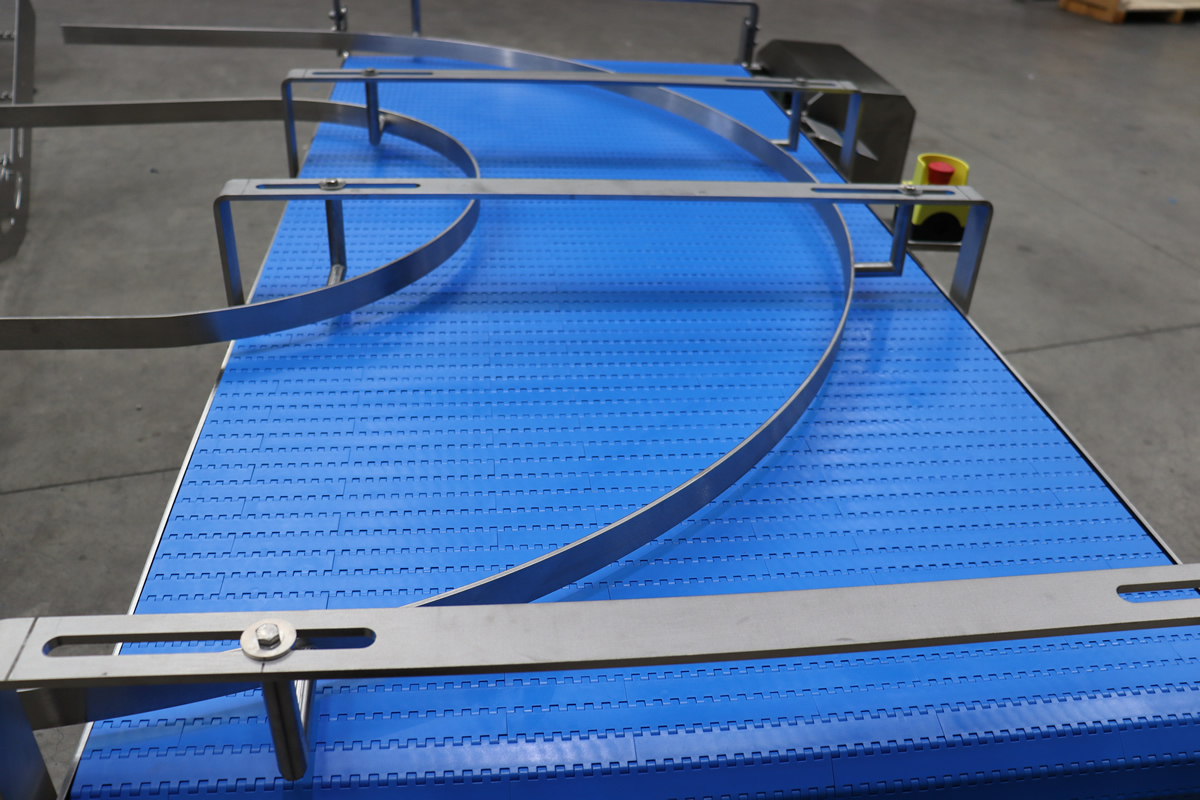
Modular Belt Conveyor
ENE Group’s modular belt conveyors are engineered to meet the exacting standards of the food, pharmaceutical, and packaging industries, including sectors such as meat, dairy, bakery, produce, and ready meals. Designed for hygienic and efficient material handling, each conveyor is manufactured in the UK and Ireland using FDA-approved, food-grade materials and 304-grade stainless steel. These systems are well-suited to high-demand production lines, offering incline, decline, and curved configurations to maintain consistent product flow across all stages of processing. Built with long-term reliability in mind, they integrate seamlessly into existing production environments while supporting quick belt replacement and minimal downtime. With customisable options, they can be tailored to fit specific workflow and layout requirements.
Our modular belt conveyors support a wide range of applications. In the food sector, they handle everything from raw poultry, meat, and dairy products to fresh produce and prepared meals, all while maintaining strict hygiene standards. For packaging lines, the conveyors ensure smooth transfer to filling or sealing stations. In pharmaceutical operations, they safely transport sensitive products such as blister packs and containers. The robust stainless steel frames, modular belt construction, and optional features such as side guards, automation integration, and tracking guides make these conveyors a reliable and versatile choice. We also offer a complete range of spare parts and ongoing support to keep your modular belt conveyor performing at its best. Contact us today to learn more about tailored solutions for your production line.

ENE Group
Unit 24, Scarva Road Industrial Estate, Banbridge, County Down, BT32 3QD, Northern Ireland
ENE Group has over 25 years of experience in designing and manufacturing custom conveyor systems, belting, and food processing equipment. We offer tailored solutions for industries like food, beverage, and pharmaceuticals, ensuring efficient, reliable performance with expert support and spare parts across the UK, Ireland, and EU.