FDA Compliant Conveyor Belts
ENE Group offers a comprehensive range of FDA and HACCP-compliant conveyor belts, engineered to meet the rigorous hygiene standards of food processing and pharmaceutical applications. With facilities in Northern Ireland and the Republic of Ireland, we supply a variety of belt types including solid PU, plied PVC and PU, silicone, and modular designs. Each belt is built to withstand demanding conditions while ensuring safe and efficient product handling. Designed for frequent cleaning and reliable performance, our belts are suitable for use in food preparation, packaging, and cleanroom environments where hygiene is critical.
Ideal for industries such as meat production, bakeries, dairy processing, fruit and vegetable handling, and pharmaceuticals, our FDA-compliant conveyor belts provide durable, food-grade solutions across diverse applications. With smooth surfaces for easy cleaning, reinforced materials for durability, and customisable dimensions, they are built to support high-volume, hygiene-sensitive operations. Additional features include specialised coatings, sealed edges, and temperature-resistant options to meet specific process requirements. Contact us today to learn how our FDA-compliant conveyor belting can support your operational goals with safe, efficient performance.
Other Products and Services from ENE Group

Portion to Pack Conveyor
Manufactured for the UK food industry, ENE Group’s Portion to Pack Conveyors are purpose-built for hygienic, efficient tray packing of meat and convenience foods. Constructed from 304-grade stainless steel, these conveyors are designed to withstand the demands of raw and cooked meat handling while supporting consistent portioning and streamlined transfer into packaging trays. Ideal for integration into meat processing and packaging lines, each system is customisable in size, belt type, and tray guide configuration to meet specific production requirements. Whether handling chicken fillets, ready meals, or plant-based products, these conveyors ensure smooth, hygienic operation across every stage.
Engineered for flexibility and performance, our Portion to Pack Conveyors are suitable for a wide range of applications including seafood processing, convenience foods, and portioned bakery items. Their hygienic construction, combined with options for portion control systems and automation compatibility, supports efficient operation and consistent product presentation. Available with modular, PU, or wire belts, and tray alignment systems, they help reduce waste and improve output. With easy integration into upstream and downstream equipment, and full spare parts support, these conveyors are a practical choice for improving workflow and maintaining product quality in high-throughput food production environments.

Meat Processing Conveyor
Manufactured and tested in the UK and Ireland, ENE Group’s Primal and Flank Meat Processing Conveyors are designed to meet the specific demands of meat and poultry processing. Engineered for hygienic performance, durability, and efficiency, these conveyors ensure smooth handling of primal and flank cuts while complying with stringent sanitation standards. Built from stainless steel with reduced flat surfaces for easier cleaning, they integrate seamlessly into production lines. Whether you’re processing beef, pork, lamb, or poultry, these conveyors support continuous, low-maintenance operation to enhance productivity and maintain product quality.
Customisable with PU, wire, or modular belts, our Primal and Flank Meat Processing Conveyors can be tailored to suit a range of applications including deboning, trimming, and transporting raw meat cuts. Ideal for meat processing, poultry portioning, convenience foods, and pet food manufacturing, each system can be configured for incline, decline, or straight layouts with optional features like integrated cleaning systems and height-adjustable stands. With robust construction and versatile functionality, these conveyors help streamline your workflow, reduce manual handling, and support consistent output across demanding processing environments. Contact us today to discuss a tailored solution for your facility.
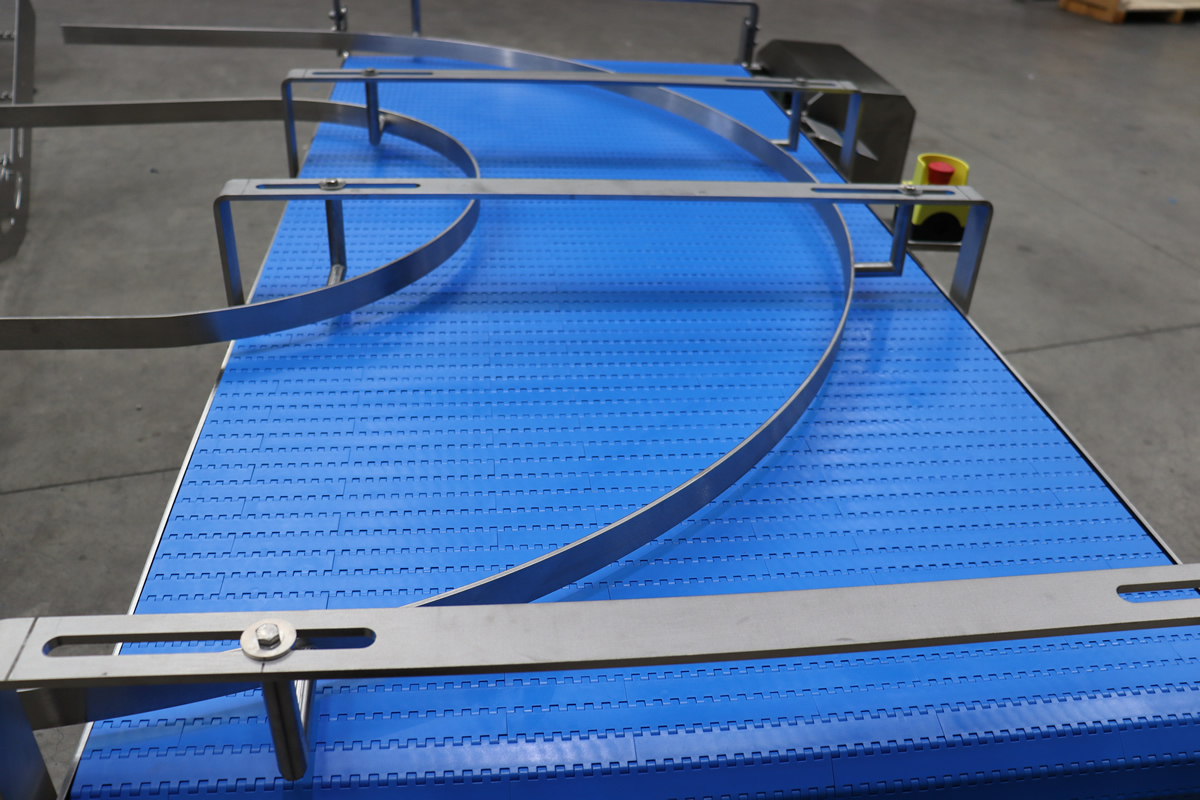
Modular Belt Conveyor
ENE Group’s modular belt conveyors are engineered to meet the exacting standards of the food, pharmaceutical, and packaging industries, including sectors such as meat, dairy, bakery, produce, and ready meals. Designed for hygienic and efficient material handling, each conveyor is manufactured in the UK and Ireland using FDA-approved, food-grade materials and 304-grade stainless steel. These systems are well-suited to high-demand production lines, offering incline, decline, and curved configurations to maintain consistent product flow across all stages of processing. Built with long-term reliability in mind, they integrate seamlessly into existing production environments while supporting quick belt replacement and minimal downtime. With customisable options, they can be tailored to fit specific workflow and layout requirements.
Our modular belt conveyors support a wide range of applications. In the food sector, they handle everything from raw poultry, meat, and dairy products to fresh produce and prepared meals, all while maintaining strict hygiene standards. For packaging lines, the conveyors ensure smooth transfer to filling or sealing stations. In pharmaceutical operations, they safely transport sensitive products such as blister packs and containers. The robust stainless steel frames, modular belt construction, and optional features such as side guards, automation integration, and tracking guides make these conveyors a reliable and versatile choice. We also offer a complete range of spare parts and ongoing support to keep your modular belt conveyor performing at its best. Contact us today to learn more about tailored solutions for your production line.

ENE Group
Unit 24, Scarva Road Industrial Estate, Banbridge, County Down, BT32 3QD, Northern Ireland
ENE Group has over 25 years of experience in designing and manufacturing custom conveyor systems, belting, and food processing equipment. We offer tailored solutions for industries like food, beverage, and pharmaceuticals, ensuring efficient, reliable performance with expert support and spare parts across the UK, Ireland, and EU.