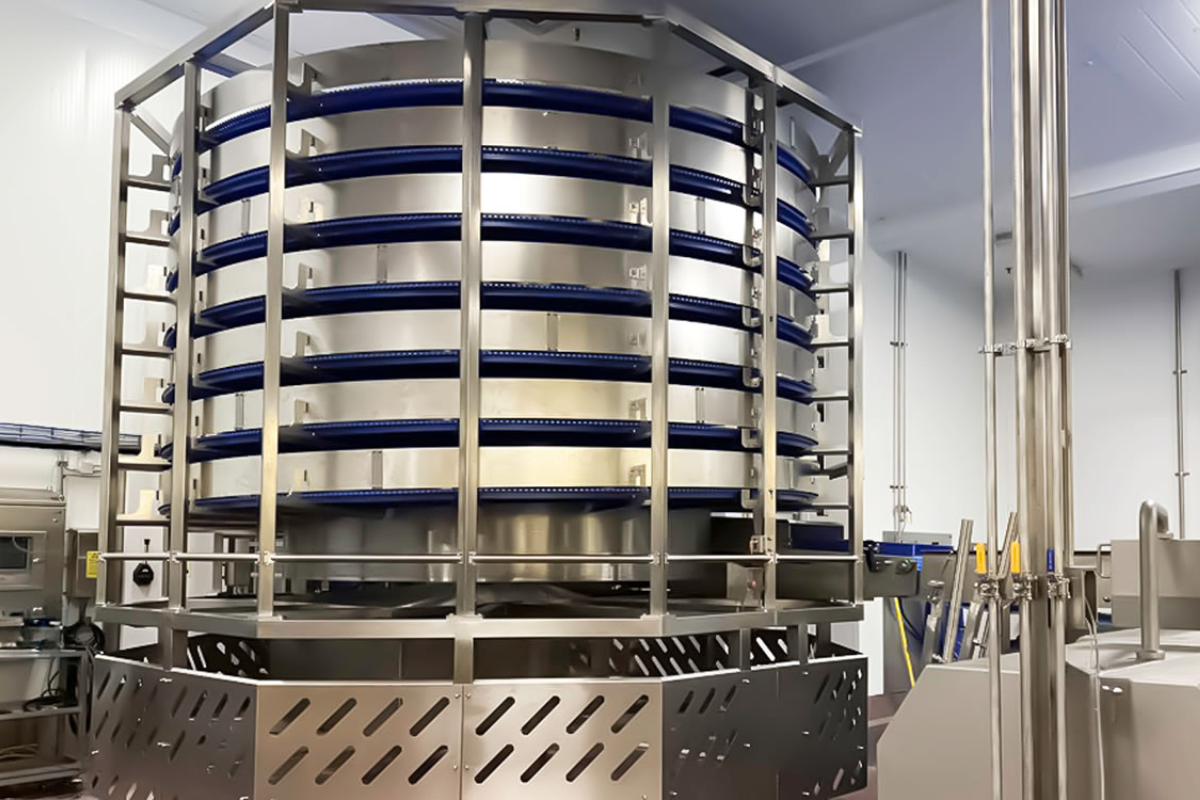
Spiral Conveyor
Manufactured and tested in the UK and Ireland, ENE Group’s Spiral Conveyors offer an efficient and hygienic solution for vertical product transport and natural cooling. Built from durable 304-grade stainless steel, each system is designed for long-lasting performance while meeting the hygiene requirements of the food, beverage, and pharmaceutical industries. The coiled spiral structure maximises air exposure to support gentle, energy-efficient cooling while minimising floor space usage. Whether for baked goods, frozen foods, or packaged items, our spiral conveyors maintain smooth product flow and can be tailored for incline, decline, double spiral, or bidirectional operation.
Designed for performance and flexibility, our Spiral Conveyors are suitable for a wide range of applications—from cooling bread and pastries to transporting sealed pharmaceuticals and frozen items in compact environments. With features like variable speed control, side guards, and automation compatibility, they can be configured to suit complex production layouts. The robust stainless steel construction ensures durability in demanding environments, while easy-clean components support hygiene compliance. For manufacturers looking to optimise vertical space and maintain efficient operations, our Spiral Conveyors provide a space-saving, reliable solution backed by full support and customisation options. Contact us today to discuss your specific production requirements.
Other Products and Services from ENE Group
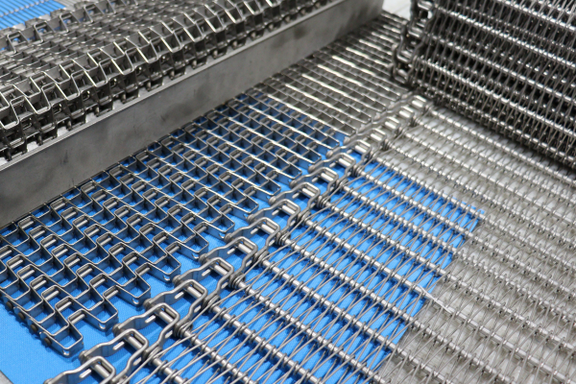
Wire Belting
ENE Group supplies high-quality wire conveyor belting engineered for durability, hygiene, and efficiency in demanding industrial environments. Available from our facilities in Northern Ireland and the Republic of Ireland, these belts are built from robust stainless steel and are suitable for a range of high-intensity applications, including food processing and manufacturing. Designed to perform under extreme temperatures, our wire belting is ideal for use in ovens, freezers, and processes requiring controlled airflow, drainage, or drying. The open mesh design promotes efficient heating, cooling, and cleaning while supporting reliable, hygienic product handling.
Our made-to-measure wire conveyor belts are tailored to meet the specific needs of industries such as meat production, bakeries, fruit and vegetable processing, convenience foods, and pharmaceuticals. They offer long-term performance in environments where temperature resistance, hygiene, and minimal maintenance are essential. Custom options include varying mesh sizes, material grades, edge guards, and drive systems to support your exact production requirements. Whether handling frozen goods, baked items, or delicate produce, our wire conveyor belting ensures consistent throughput and operational efficiency. Contact us today to discuss a solution tailored to your process.

Processing Conveyors
Our stainless-steel processing conveyors integrate seamlessly into production lines, performing tasks such as slicing, detecting, and packing with precision and efficiency. Designed in-house by our experienced engineering team and programmed by skilled electricians and automation specialists, each conveyor is built to meet the demands of modern processing facilities. Manufactured from 304-grade stainless steel and rigorously tested at our Kings Lynn and Banbridge facilities, our conveyors ensure durability, hygiene, and reliable performance. They are engineered to handle the challenges of food processing, pharmaceutical, and manufacturing environments while maintaining compliance with industry standards. We understand that every processing line has unique requirements, which is why we provide fully customised conveyor solutions. Whether you need a system for a specialised process or a complex production setup, we manufacture conveyors tailored to your exact specifications, ensuring seamless integration and optimal efficiency.
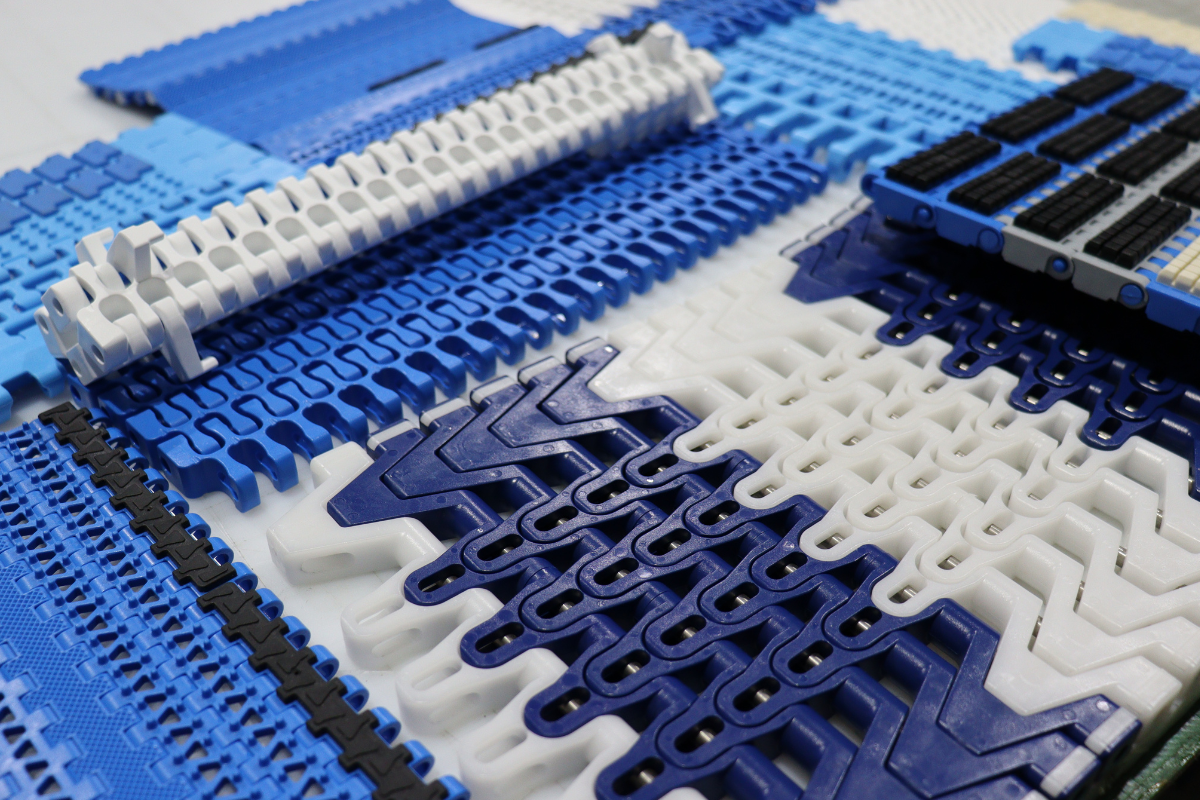
ENE Conveyor Belting
With over 25 years of experience, ENE Group specialises in delivering high-quality, bespoke conveyor belting solutions to industries across Ireland and the UK. Operating from our advanced facilities in Dublin and Banbridge, we design, manufacture, and install a wide range of conveyor belts tailored to meet the exact requirements of our clients. We also provide a full fitting service to ensure correct installation and optimal performance, as well as a dedicated breakdown service to minimise downtime and keep production running efficiently.
Our experienced team of fabricators and fitters work with precision and expertise to produce PU belts, PVC belts, modular belts, rubber conveyor belts, and wire mesh belts, ensuring optimal performance across various applications. From meat production and bakeries to pharmaceuticals, recycling, airports, and the paper, textile, and printing industries, our solutions are designed to handle the specific challenges of each sector.

ENE Group
Unit 24, Scarva Road Industrial Estate, Banbridge, County Down, BT32 3QD, Northern Ireland
ENE Group has over 25 years of experience in designing and manufacturing custom conveyor systems, belting, and food processing equipment. We offer tailored solutions for industries like food, beverage, and pharmaceuticals, ensuring efficient, reliable performance with expert support and spare parts across the UK, Ireland, and EU.